时间:2023-08-02 11:23
人气:
作者:admin
激光焊接按照锡料状态分为锡膏、锡丝以及锡球激光焊。相比传统波峰焊、回流焊、手工烙铁锡焊等锡焊工艺,激 光 锡 焊的 激 光 光 源 主 要 为 半 导 体 光 源(915nm)。由于半导体光源属近红外波段,具有良好热效应,其特有的光束均匀性与激光能量的持续性,对焊盘的均匀加热、快速升温效果显著,具有焊接效率高、焊接位置可精确控制、焊点一致性好等优势,非常适合小微型电子元器件、结构复杂电路板及 PCB 板等微小复杂结构零件的精密焊接。同时,普思立激光在锡焊领域深受国内广大客户的认可。
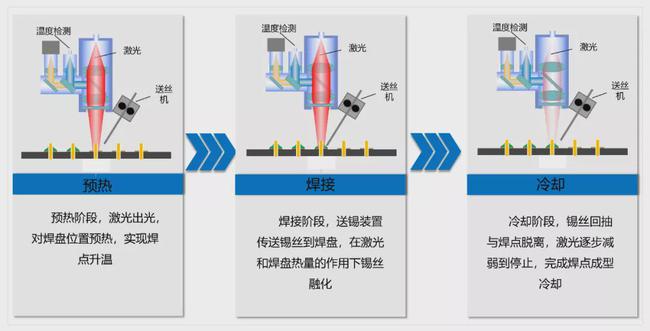
1、激光锡丝焊接
材料预热、送丝熔化及抽丝离开三个步骤的精准实施是决定激光送丝焊焊接是否完美的关键点。比方说,预热 PCB 焊盘时,温度一定要严格控制,温度高会对 PCB 焊盘及现有电子元件造成损伤,温度低无法起到预热效果。送丝和离丝速度要快,送丝速度慢,会产生激光烧灼 PCB 的现象,离丝速度慢则会出现多余焊丝堵住送丝嘴的现象。

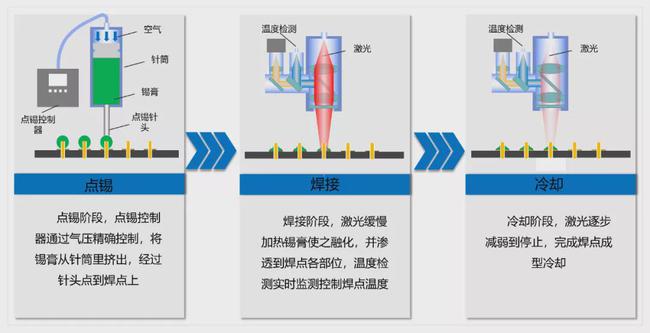
2.激光锡膏焊
3. 激光锡球焊
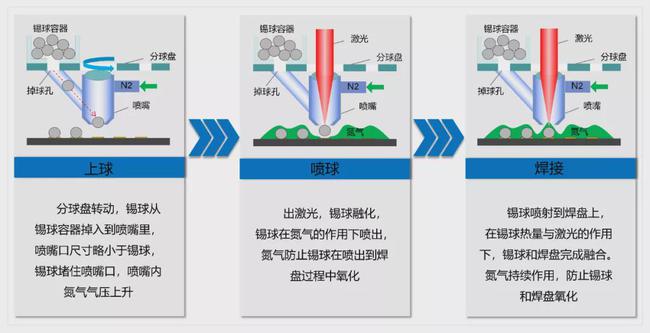

普思立激光锡球喷射焊接台采用双工位工作模式,最大限度利用锡球出射头提高焊接效率,出球速度最快达 3 球/s。焊接部分搭载直线电机结合送料研磨模组实现短距离平稳启停、长间距快速响应。高标准的重复定位精度保证产品焊接一致性、稳定性。此外,该设备操作简便,焊接过程中无需工具接触,避免了工具与器件表面接触而造成器件表面损伤,满足精密电子元器件焊接要求的同时,能帮助客户极大程度提高产能。

 关注微信
关注微信