时间:2023-07-19 10:00
人气:
作者:admin
一、问题引出
PLC程序经常会遇到程序按照12345的方式一步步顺序控制,这种情况我们叫做顺序控制,也比较符合PLC面向过程的控制模式。
在以往的项目经验中常用到的顺序控制编程方式有三种,分别是SCL指令case...of,西门子自带的Graph,通过传送步号顺序控制。
二、案例演示
本案例介绍的是基于第三种方式实现程序的顺序控制,可以先看下程序控制下设备运行时的情况。
在图片的右侧是西门子HMI触摸屏,主要是设备的启动、暂停、复位,以及设备运行的步骤显示。
左侧是仿真设备的运行演示,设备按照程序的设定从取料到放料再到返回一步步顺序执行,实现程序的顺序控制。
看完以上运行演示肯定有小伙伴问能不能实现双边或者更多边的顺序控制呢,答案是肯定的,看下图。
三、程序讲解
那么程序是怎么实现顺序控制以及选择分支运行的呢?下边展示了程序的编写过程。
先看下程序概览,是不是非常符合我们面向过程的编程方式。
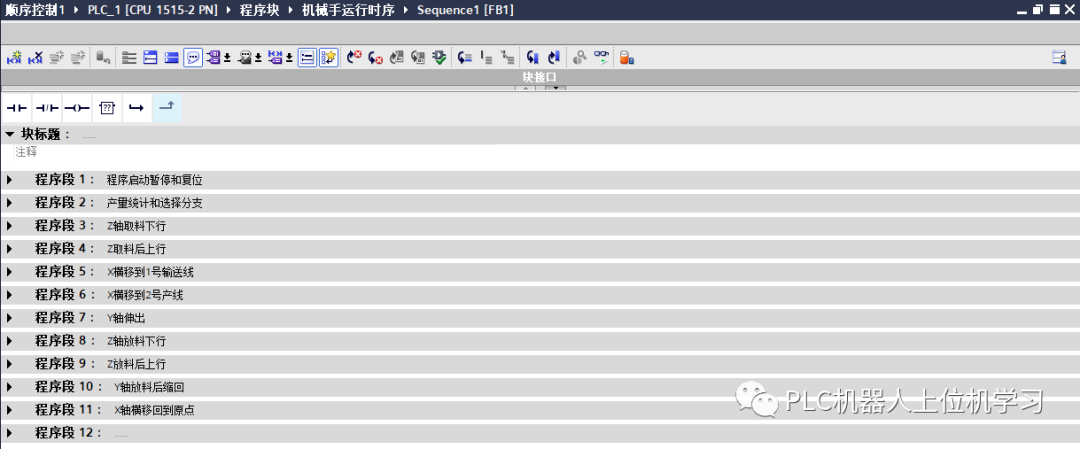
程序段1和2分别是程序的启停和产品计数,其中程序段2还用了MOD指令用来计算产品数除以2的余数,用于选择程序的分支。余数是0运行到1线,余数是1运行到2线。

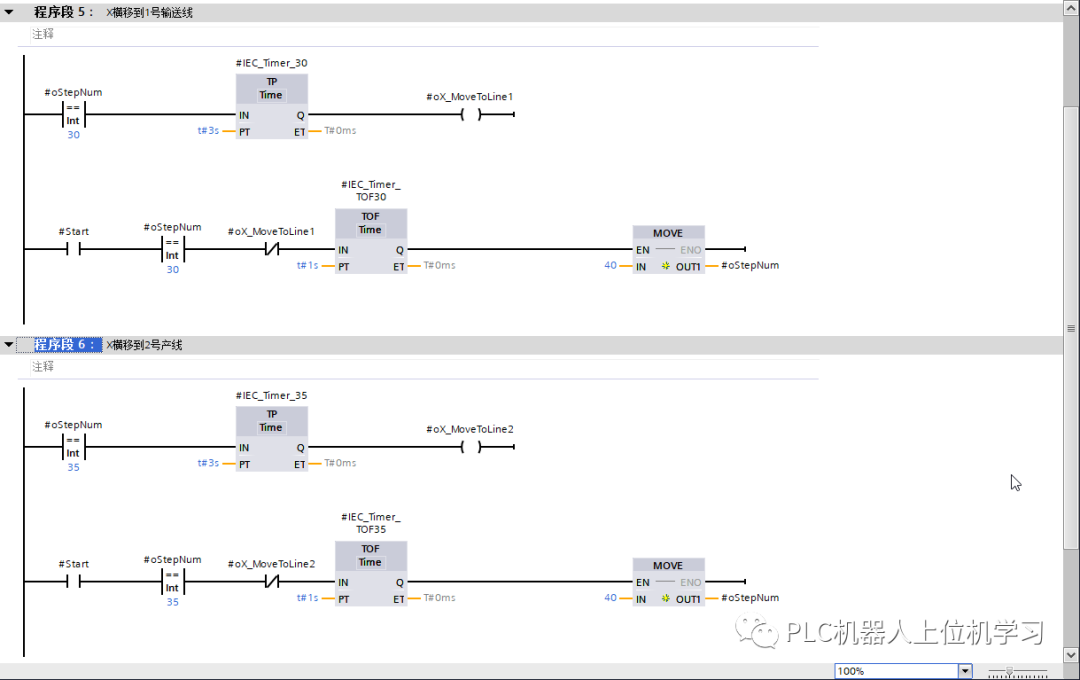
程序段3是启动程序。程序段4是对程序的运行分支进行选择。机械手去往1号线选择步号30,去往2号线选择步号35.

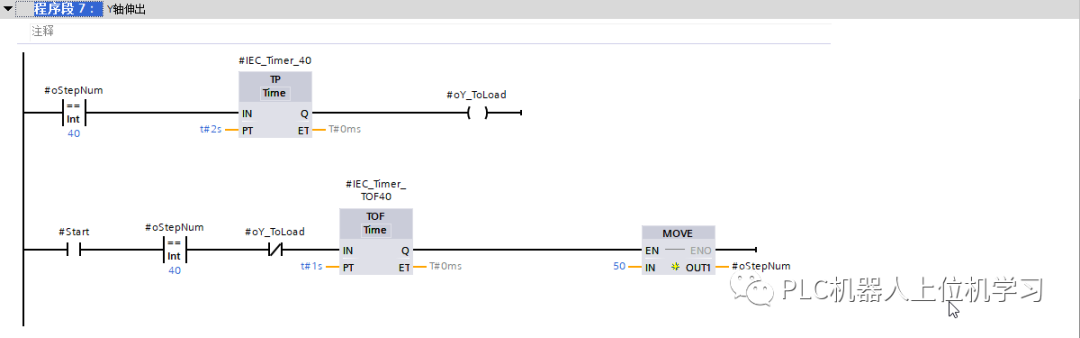
程序段5是机械手运行到1号产线上方,程序段6是机械手运行到2号线上方。接着是两条分支再合流,都会选择制定步骤40.
以下是机械手放料和返回起始点的程序。
Y轴伸出
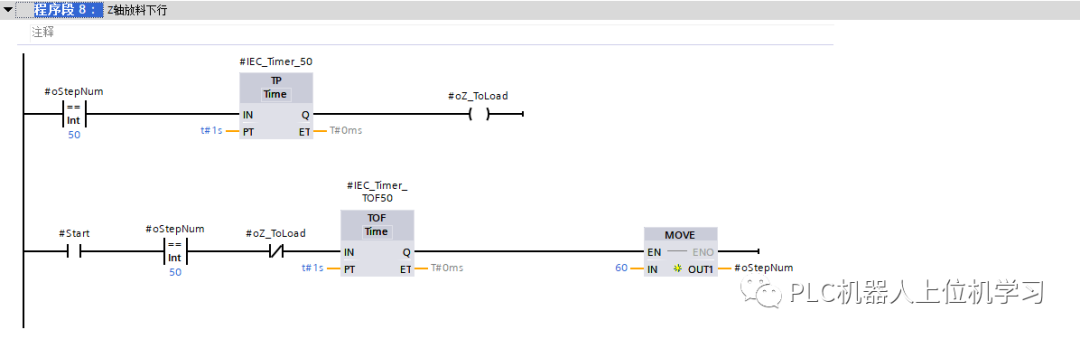
Z轴放料位置下行
Z轴放料以后上行

Y轴放料后退出

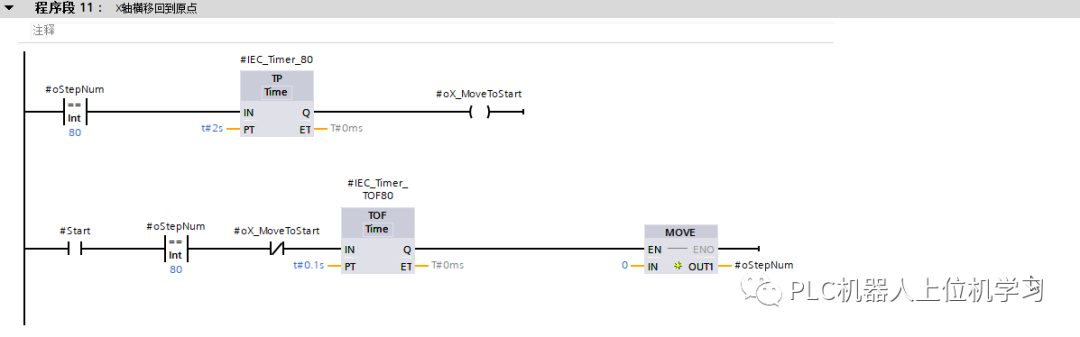
X轴横移回到起始点
编辑:黄飞
上一篇:电机轴承蠕变之外圈蠕变简析
下一篇:阀门选型考虑的因素




 关注微信
关注微信