时间:2021-11-29 18:20
人气:
作者:admin
激光焊接具有热输入量低,焊接变形小,易于实现自动化,生产效率高等优点,相比于常规的电弧焊方法,激光焊接具有无可比拟的优势。

通常,在激光焊接过程中,由于焊接平台或焊接机器人在运动开始和结束阶段存在加/减速过程,若不对激光器的出光与关光阶段进行工艺优化,焊缝起始和结束段就会出现过烧现象,具体表现为:起始部位呈现“凸”形貌,结束部位呈现“凹”形貌,如图1所示。对焊缝整体均匀性产生较大影响,不仅会让焊缝不美观,而且凹凸部位会产生应力集中,导致整个焊缝强度降低。
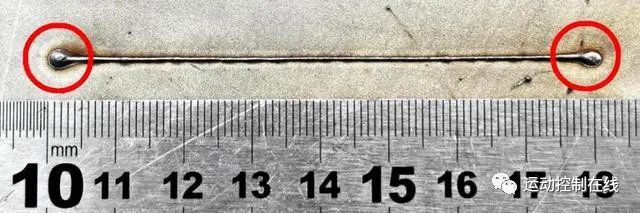
图1
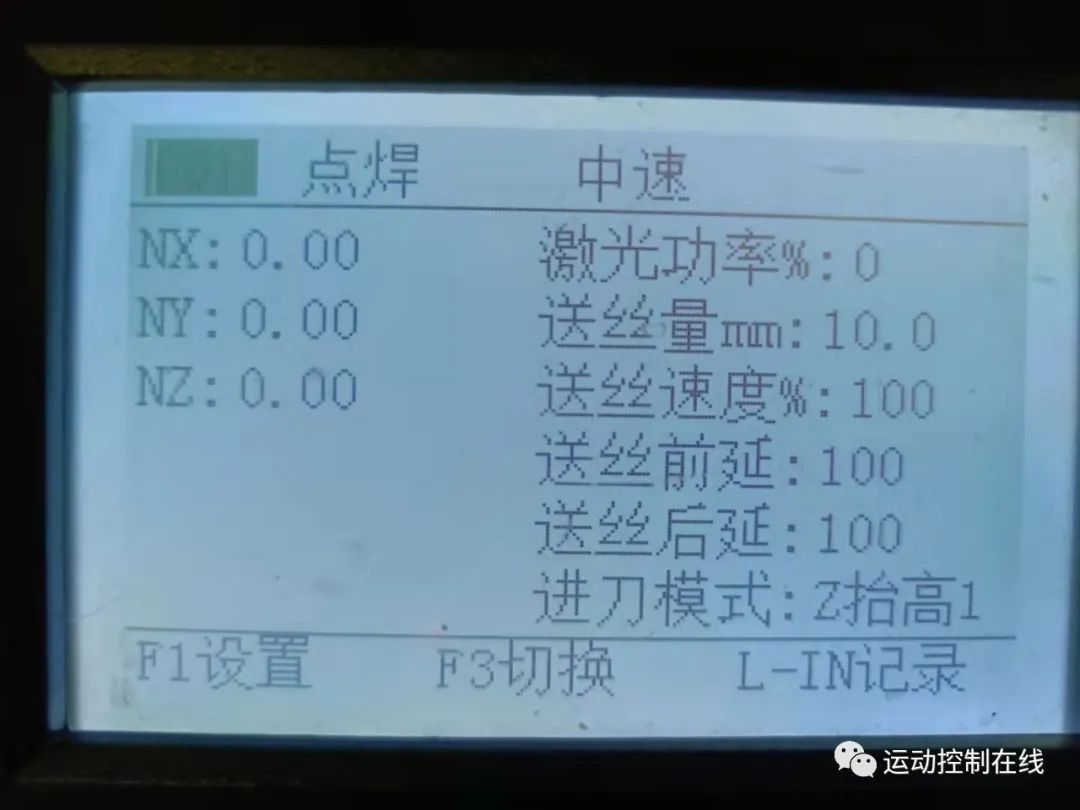
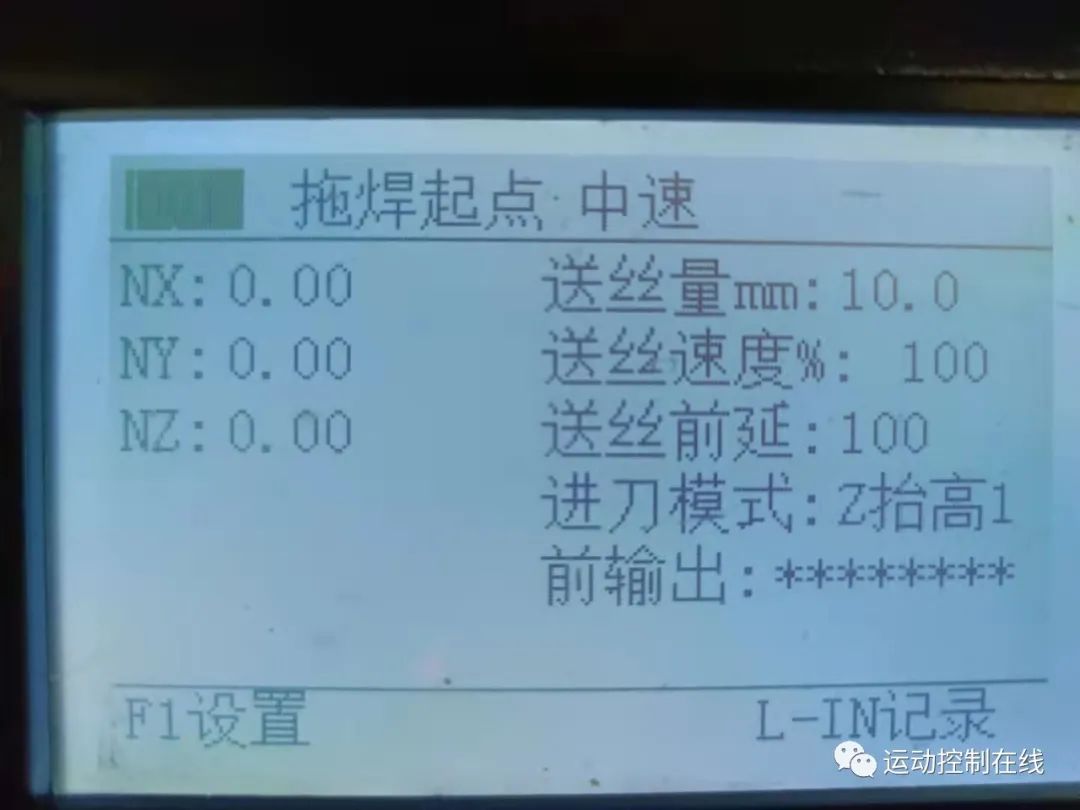
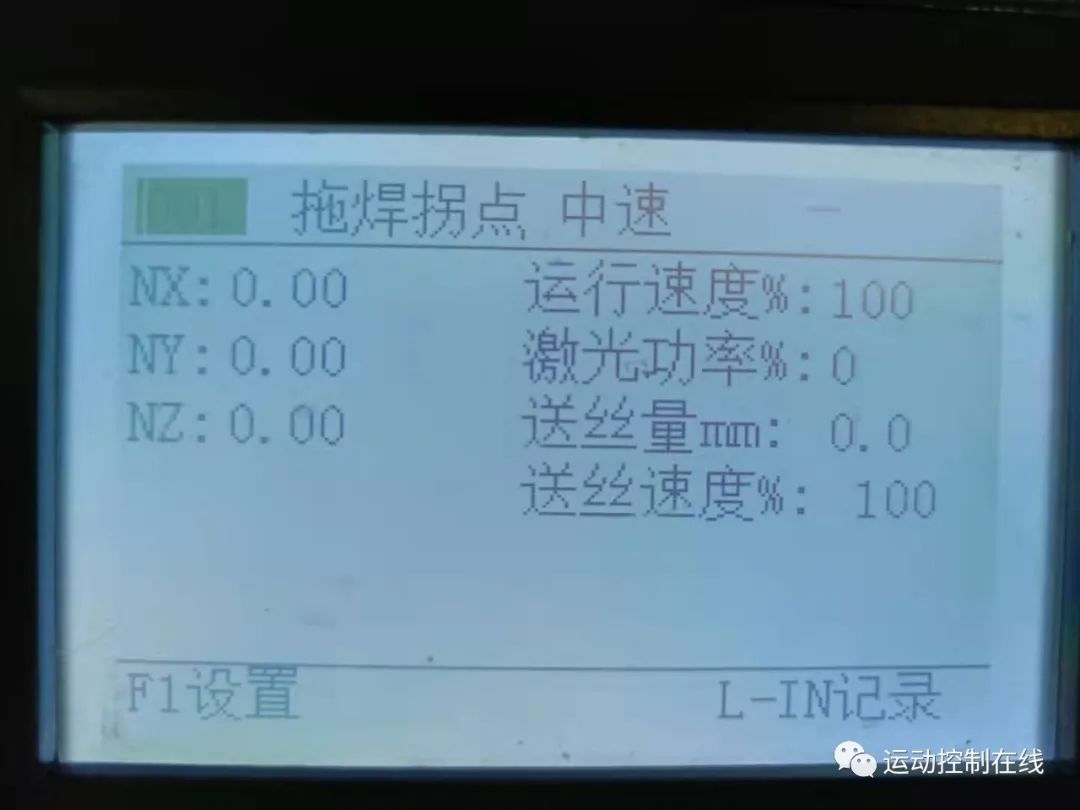
因此,在实际焊接过程中,一般通过在运动起始与结束阶段对激光的功率控制来消除这种负面影响。在焊接起始阶段,随着运动机构从静止到加速至所设定的焊接速度,功率从低逐渐升高;在焊接结束阶段,随着运动机构逐渐减速至静止,激光功率逐渐降低。综上所述,选择合适的一套激光焊接运动控制系统实时控制激光功率,可以避免焊缝起始与结束处的凹凸形貌,效果如图2所示。

图2
CRT-DMC640MH激光焊接系统采用模拟量实时调整参数实现激光输出功率的控制。





 关注微信
关注微信